




Теория и материалы
12 фактов о расходе краски
ФАКТ 1. Теоретический расход и практический расход не могут быть равны.
Теоретическим расходом называется количество лакокрасочного материала, нанесенное на единицу площади поверхности с заданной толщиной, без каких-либо потерь. Теоретический расход указывается производителем лакокрасочного материала или вычисляется по формуле 4.
Практическим расходом называется количество краски, фактически израсходованное на образование покрытия.
Практический расход отличается от теоретического на величину потерь, которые всегда имеют место при окрашивании. Таким образом, задача расчета практического расхода сводится к определению величины потерь, к которой необходимо прибавить теоретический расход.
Более подробную информацию о потерях при окрашивании можно найти можно найти здесь.
Окрашивание без потерь невозможно. Даже если вы постараетесь с помощью кисти аккуратно перенести лакокрасочный материал из банки на поверхность, не обронив при этом ни капли, то у вас все равно будут потери, к которым можно отнести остатки материала на стенках и донышке банки, а также впитавшийся в кисть материал. Кроме того, нанесение равномерной толщины покрытия кистью невозможно: локальное превышение толщины также будет составлять потери краски.
ФАКТ 2. Существует методика расчета практического расхода краски.
На сегодняшний день существует официальная действующая методика, представленная в ВСН 447-84 «Нормативы расхода лакокрасочных и вспомогательных материалов при окраске стальных строительных конструкций на монтажной площадке» и ВСН 426-86 «Нормы расхода лакокрасочных и вспомогательных материалов на изготовление металлоконструкций зданий и сооружений».
Методика учитывает различные составляющие потерь при окрашивании и приводит соответствующие расчетные коэффициенты.
В то же время данная методика содержит ряд погрешностей, вызванных главным образом развитием технологий материалов и их нанесения с момента издания ВСН.
Пример расчета по методике ВСН 447-84 представлен по ссылке.
Наряду с методикой ВСН, существуют и другие способы расчета практического расхода, однако эти способы обычно учитывают специфику конкретных производств и не являются универсальными.
ФАКТ 3. Для определения практического расхода используются расчетные коэффициенты.
Самым простым путем определения расхода лакокрасочного материала является обобщение всех потерь окрашивания в виде одного коэффициента и умножение этого коэффициента на теоретический расход. Этот способ часто применяется в окрасочных спецификациях и при расчетах потребности ЛКМ. Такой способ удобен для типовых конструкций, по которым уже накоплен опыт по расчету расхода краски. В целом же, данный способ является примерным расчетом и может содержать в себе значительную погрешность.
Более точный метод предполагает применение коэффициентов для каждого вида потерь (подробнее о видах потерь здесь). Значения коэффициентов принимаются согласно ВСН 447-84 и ВСН 426-86.
Например, при окраске кистью ВСН 447-84 устанавливает величину потерь 10% (коэффициент полезного использования 0,9), а при окраске методами распыления (воздушное и безвоздушное) потери составят от 28 до 60% (коэффициенты полезного использования от 0,71 до 0,40 в зависимости от группы сложности окрашиваемой конструкции).
ФАКТ 4. Фактор потерь не равен коэффициенту потерь.
Фактор потерь и коэффициент потерь являются разными величинами, которые при этом близки по смыслу и связаны между собой.
Фактор потерь включает в себя все потери и выражается в процентах.
Коэффициент потерь – это производная фактора потерь, является безразмерной величиной и используется в расчетах при переходе от теоретического расхода к практическому. В числовом выражении всегда больше единицы.
Коэффициент потерь определяется по формуле 6.
Таблица 1. Факторы и коэффициенты потерь.

Пример 1. Чтобы выкрасить один литр краски с потерями 30%, потребуется 1 л * 1,43 = 1,43 л (потери при этом составят 30%, т.е. 1,43*0,3=0,43 л. Выкрашено на поверхность будет 1,43-0,43=1 л).
Пример 2. При выкрашивании одной банки краски объемом 16 л с фактором потерь 30% потери составят 16 л * 0,3 = 4,8 л, при этом на поверхность будет нанесено 16 л – 4,8 л = 11,2 л.
ФАКТ 5. Наиболее точным способом определения практического расхода является тестовое нанесение.
Несмотря на наличие расчетных методик, наиболее точным способом определения практического расхода в действительности является тестовое нанесение. Методика расчета согласно ВСН 447-84 или ВСН 426-86 имеет свои погрешности, но самое главное, что никакой расчет не способен учесть специфику конкретного производства, конкретных конструкций и исполнителей работ.
Для тестового нанесения выбирается типовая конструкция или конструкции, которые окрашиваются в условиях реального производства малярами, которые будут допущены к дальнейшему выполнению работ. По итогам нанесения измеряется количество лакокрасочного материала, израсходованное при окраске. Это количество принимается за норму расхода для последующего окрашивания.
ФАКТ 6. При окраске на высоте и в условиях ветра расход краски существенно возрастает.
При нанесении покрытия в условиях открытого воздуха на высоте потери лакокрасочного материала могут быть очень большими. Основная причина больших потерь – ветер, который сносит распыленный материал, не давая ему попасть на окрашиваемую поверхность.
Окраска не допускается при скорости ветра более 10 м/с – при таком ветре потери краски могут достигать 100%, т.е. вся краска не попадет на поверхность и будет израсходована впустую. Однако, потери краски могут возникать и при меньшем ветре.
Но дело не только в бесполезном расходовании лакокрасочного материала. Оптимальное окрашивание происходит при расположении факела перпендикулярно к поверхности, а в условиях ветра такое расположение окрасочного факела невозможно по причине того, что ветер сдувает факел в сторону. В этом случае на окрашенной поверхности будет образовываться сухой напыл, который не является эффективной защитой. Таким образом, ветер влияет еще и на качество получаемого покрытия.
При сильном ветре окрасочные работы обычно не выполняют или в рабочей зоне монтируют укрытия, которые исключают воздействие ветра.
ФАКТ 7. Потери материала, связанные с шероховатостью поверхности, значительны.
Шероховатость образуется после обработки поверхности абразивом (абразивная струйная очистка). Потери лакокрасочного материала связаны с необходимостью заполнения так называемого «мертвого объема», т.е. пространства между пиками шероховатости.

Изображение 1. “Мертвый объем”.
ФАКТ 8. Точное определение количества лакокрасочного материала, необходимого для окраски 1 тонны металла, невозможно. Необходимо определение площади окрашиваемой поверхности.
А все дело в том, что несмотря на одинаковую массу, различные металлоконструкции могут иметь разную площадь окрашиваемой поверхности. Металлоконструкции, подвергающиеся воздействию больших нагрузок в процессе эксплуатации (например, мостовые сооружения), изготавливаются из толстолистовой стали, масса которой может быть велика, а окрашиваемая поверхность при этом будет небольшой. В то же время ограждающие конструкции обычно изготавливаются из относительно тонколистовой стали, площадь окраски которой при той же массе будет существенно выше. Таким образом, наилучшим способом является определение площади под окраску путем расчета или замеров.
Если точные данные об окрашиваемой площади отсутствуют, то можно пользоваться следующими рекомендациями:
– для металлоконструкций, окрашиваемых на заводах-производителях, ВСН 426-86 указывает среднюю площадь в 1 тонне металла 24 м2/т;
– для металлоконструкций, окрашиваемых на монтажной площадке, ВСН 447-84 указывает среднюю площадь в 1 тонне металла 29 м2/т.
Факт 9. При окрашивании просечно-вытяжного листа, решетчатых настилов и аналогичных конструкций расход краски существенно возрастает.
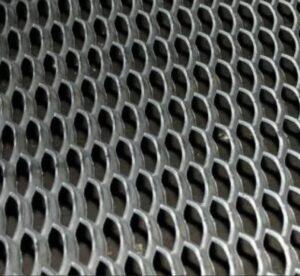
Изображение 2. Пример просечно-вытяжного листа.
Данные конструкции относятся к группе сложности 3 согласно ВСН 447-84. Таким образом, расчетным путем можно определить, что потери краски будут превышать 50%, то есть для окрашивания таких конструкций нужно закладывать как минимум двойную норму материала. Однако, на практике потери могут быть еще больше, особенно если окрашивание выполняется на улице и тем более на высоте.
Необходимо обратить внимание, что в силу геометрических характеристик защита этих конструкций от коррозии с помощью окрашивания не является эффективной, гораздо более надежным решением является, например, цинкование.
ФАКТ 10. При окрашивании пористых поверхностей (бетон, дерево, асфальт, резина и т.п.) расход краски существенно возрастает.
Пористые поверхности впитывают краску, за счет этого расход материала при окрашивании таких поверхностей может значительно увеличиваться. К пористым поверхностям относятся в первую очередь бетон и дерево, так как именно эти подложки впитывают больше всего краски, однако, некоторые резины могут также увеличивать расход. Сколько точно составят потери, связанные с пористостью поверхностью, сказать сложно, поэтому лучшим вариантом определения потерь будет тестовое нанесение. Результат будет зависеть от типа бетона, дерева, асфальта, резины и т.п.
За исключением фактора впитывания, расчет количества лакокрасочного материала для указанных поверхностей можно производить аналогично расчету для стали.

Изображение 3. Пример бетонной поверхности с многочисленными раковинами.
ФАКТ 11. Квалификация маляра – один из важных факторов контроля расхода.
Каким бы точным ни был ваш расчет расхода краски, фактическое количество израсходованного материала может оказаться совершенно другим, если маляр не имеет соответствующей квалификации.
Квалифицированный маляр обеспечивает необходимый расход материала за счет правильной техники окрашивания, правильно выбора окрасочных сопел, давления, длины шлангов и т.п. Рука маляра должна перемещаться параллельно окрашиваемой поверхности на расстоянии примерно 0,5 м от поверхности. Маляр должен уметь выдерживать заданную толщину покрытия, поскольку превышение толщины также влечет за собой необоснованные потери материала. Для контроля толщины мокрого покрытия маляр обязан пользоваться гребенкой.
ФАКТ 12. Состояние окрасочного оборудования влияет на величину потерь.
Надлежащее и своевременное обслуживание окрасочного оборудования влияет на величину потерь при окраске. Одним из важных условий недопущения излишних потерь является возможность выполнять окрашивание при определенном давлении. Если окрасочная установка не способна обеспечить оптимальное давление, то маляр вынужден увеличивать давление, что приводит к дополнительным потерям вследствие избыточной атомизации краски.