




Степени подготовки поверхности под окраску: ГОСТ Р ИСО 8501-1-2014
Подготовка поверхности является трудоемким комплексным процессом, в котором важно все: правильная последовательность выполнения работ, устранение дефектов металла, обезжиривание, обеспыливание, климатические условия и т.п. Не умаляя важности всего перечисленного, самое большое значение в подготовке поверхности имеет степень чистоты подготовленного металла, потому что именно этот параметр определяет долговечность покрытия.
Итак, что такое степень подготовки поверхности под окраску? Степенью подготовки называют состояние поверхности, удовлетворяющее определенным требованиям, описанным в соответствующих стандартах. В нашей стране для оценки степени подготовки поверхности под окраску используются два стандарта:
– ГОСТ Р ИСО 8501-1-2014 (ISO 8501-1) «Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Степени окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий»;
– ГОСТ 9.402-2004 «ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию».
В данной статье мы ограничимся рассмотрением только ГОСТ Р ИСО 8501-1-2014. Это основной российский стандарт, используемый для описания степеней подготовки поверхности.
ГОСТ Р ИСО 8501-1-2014 идентичен международному стандарту ISO 8501-1: 2007 и описывает степени чистоты для трех методов подготовки поверхности: абразивная струйная очистка, ручная механическая очистка и газопламенная очистка. Газопламенная очистка крайне редко встречается на практике, поэтому в данной статье мы ограничимся только степенями очистки, относящимися к абразивной струйной и ручной механической подготовке поверхности.
Степени окисления
Степень подготовки зависит от исходного состояния поверхности, которое имело место до начала работ по подготовке: так, например, вам не удастся получить ровную светло-серую поверхность (высокая степень чистоты), если эта поверхность была покрыта толстым слоем ржавчины и имела разрушения, вызванные питтинговой коррозией. Именно поэтому помимо степеней чистоты стандарты также описывают степени окисления поверхности.
В ГОСТ Р ИСО 8501-1-2014 исходное состояние поверхности характеризуется четырьмя степенями, обозначенными соответственно A, B, C, D.
Начальному состоянию, т.е. состоянию, в котором сталь после изготовления поступает на обработку, соответствует степень А, при которой поверхность стали в большой степени покрыта прочно прилегающей прокатной окалиной, но почти не имеет продуктов коррозии.
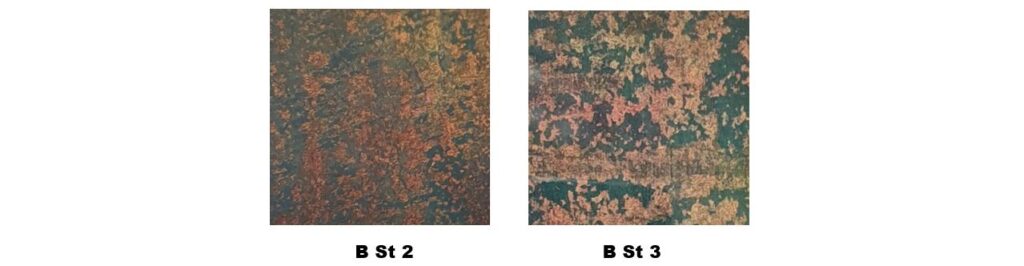
Если долго не защищать сталь, то окисление поверхности будет прогрессировать. Начальный этап окисления соответствует степени B, при которой поверхность стали имеет коррозию в начальной стадии и с этой поверхности начинает отставать прокатная окалина.
На следующем этапе, по мере интенсификации процесса окисления, прокатная окалина теряет свое сцепление с поверхностью, а на поверхности появляется коррозия. Этому состоянию соответствует степень С: поверхность стали, на которой отсутствует прокатная окалина или ее можно легко удалить, но имеется видимая без увеличительных приборов незначительная точечная коррозия (питтинг).
При более глубокой интенсивности окисления поверхности будет соответствовать степени D: поверхность стали, на которой прокатная окалина была удалена и наблюдается общий питтинг, видимый без увеличительных приборов.
Отметим, что не во всех случаях фактическая степень окисления будет соответствовать одной из четырех стандартных степеней. Например, поверхности, пораженные интенсивной питтинговой коррозией, не всегда соответствуют степени окисления D.
Степени подготовки поверхности
Степень подготовки поверхности обозначается соответствующими буквами Sa или St, указывающими на используемый метод очистки:
Sa – абразивная струйная очистка;
St – очистка ручным механическим инструментом.
Следующие за буквами цифры указывают на степень очистки от прокатной окалины, продуктов коррозии и прежних покрытий. Чем больше цифра, тем выше степень очистки.
В целом, обозначение степени подготовки поверхности по ГОСТ Р ИСО 8501-1-2014 складывается из степени окисления и степени очистки:
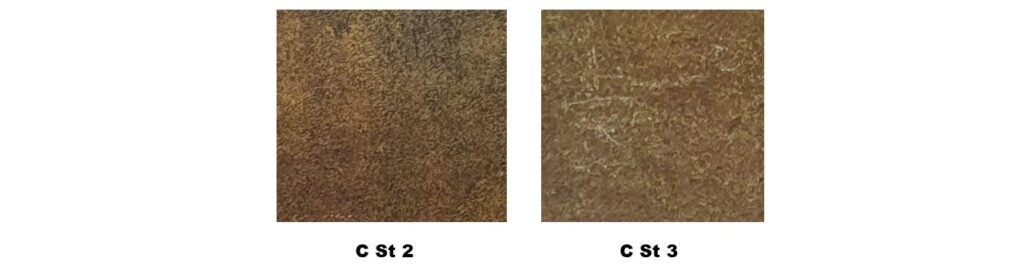
Степень очистки St2 – Тщательная ручная механическая очистка
Определение: при осмотре без увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц.
Для подготовки поверхности используются ручные и механические инструменты.
Это самая низкая степень подготовки поверхности, добиться которой несложно. Отметим, что степень St2 допускает наличие на поверхности прочно держащейся окалины и ржавчины, что на практике означает, что далеко не все лакокрасочные материалы могут применяться на такой поверхности. Применяются обычно поверхностно-толерантные эпоксидные покрытия и иногда (с гораздо меньшим успехом) алкидные материалы.
Как правило, степень St2 применяется только для труднодоступных участков поверхности, на которых невозможно выполнить более качественную подготовку. Данная степень подготовки может применяться и в других случаях, например, для неответственных изделий, а также когда ожидания по сроку службы защитного покрытия невелики.
Сроки службы покрытий, нанесенных на поверхность, подготовленную до степени St2, малы.
Степень очистки St3 – Очень тщательная ручная механическая очистка
Определение: аналогично St2, но поверхность должна обрабатываться намного более тщательно для придания металлического блеска.
Для подготовки поверхности используются ручные и механические инструменты.
Как следует из определения, основным отличием этой степени от St2 является наличие на поверхности металлического блеска, и именно этим обусловлена сложность в достижении данной степени подготовки. Добиться металлического блеска действительно непросто, при этом на пути к созданию блеска существует опасность излишней полировки поверхности, которая проявляется в том, что на поверхности в результате длительной обработки механическим инструментом практически не остается шероховатости. А на полированных поверхностях, как известно, лакокрасочные покрытия практически не имеют адгезии.

St3 может применяться для большинства лакокрасочных материалов. При этом есть ЛКМ, для которых данная степень не подходит, к таким материалам относятся, например, цинксиликатные краски. Возможность применения того или иного покрытия на поверхности, подготовленной до степени St3, необходимо проверять у производителя материала.
Необходимо помнить, что при ручной механической обработке поверхности (степени St2 и St3) невозможно удалить прокатную окалину, поэтому данная степень подготовки применяется для ремонтов, а также после дробеметной обработки. По этой же причине отсутствуют фотографические эталоны для St2 и St3 при степени окисления А.
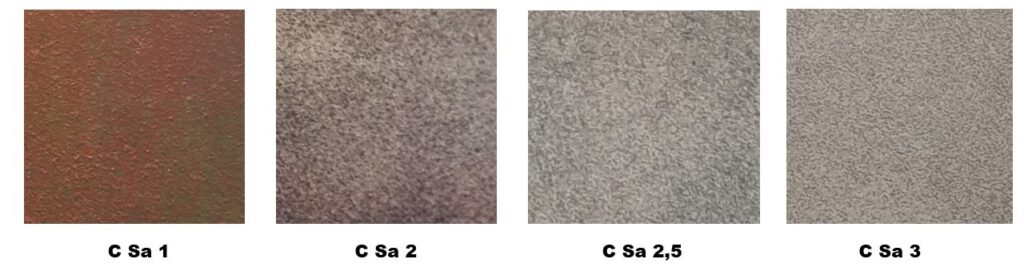
Sa1 – Слабая абразивная струйная очистка
Определение: при осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц.
Применяется в основном для определения степени подготовки после выполнения свипинга и других вспомогательных работ.
Sa2 – Тщательная абразивная струйная очистка
Определение: при осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины.
Эта степень очистки часто применяется для ремонта защитных покрытий. Это связано с тем, что Sa2 допускает наличие ржавчины, а на поверхностях, бывших в эксплуатации, зачастую присутствует питтинг и продукты коррозии, полностью удалить которые затруднительно.
Sa2,5 – Сверхтщательная абразивная струйная очистка
Определение: при осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос.
Sa2,5 является наиболее популярной степенью подготовки поверхности. Применяется для многих строящихся объектов и представляет собой прекрасный компромисс между стоимостью работ и качеством антикоррозионной защиты.
Важная особенность, которая выделяет данную степень очистки от остальных: допустимые на поверхности оставшиеся загрязнения в виде бледных пятен, точек и полос.
Sa3 – Абразивная струйная очистка до видимой чистой стали
Определение: при осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет.
Единственным, но при этом очень существенным отличием данной степени очистки от Sa2,5 является равномерный металлический цвет поверхности (Sa2,5 допускает неравномерность цвета и оставшиеся следы очистки в виде бледных пятен, точек и полос). Для того, чтобы добиться равномерного металлического блеска и видимой чистой стали, нужны тщательное планирование очистных работ и высокая квалификация рабочего персонала. В частности, необходимо следить за качеством используемого абразива и его рекуперацией, а также проводить работы при не более чем средней влажности. Следует точно планировать подготавливаемую площадь под окраску и не выполнять подготовку больших площадей, когда часть поверхности, с которой начиналась подготовка, надолго остается очищенной, но не окрашенной.
Степень очистки Sa3 крайне редко применяется на практике. В относительно недавнем прошлом эта степень могла применяться для термически напыляемых покрытий (так называемая металлизация), однако сейчас такое требование можно встретить не так часто. Накоплен необходимый объем данных, подтверждающих достаточность степени Sa2,5 во многих случаях. Кроме этого, подготовка поверхности до степени Sa3 является крайне дорогостоящей операцией.
Применение ГОСТ Р ИСО 8501-1-2014
Как следует из названия, данный стандарт применяется для визуальной оценки чистоты поверхности.
Сразу отметим, что ГОСТ 8501-1-2014 применяется только для стальных поверхностей, в основном для горячекатаных изделий. Применять данный стандарт для оценки чистоты поверхностей из цветных металлов, оцинкованной стали и т.п. недопустимо.
Сама процедура оценки поверхности предусматривает сравнение подготовленной поверхности с фотографическими эталонами, которые содержатся в ISO 8501-1. Необходимо осмотреть поверхность стали и сравнить ее с каждой из фотографий без увеличения, положив соответствующую фотографию близко к оцениваемой поверхности стали, в той же плоскости. Осмотр проводится при хорошем рассеянном дневном свете или эквивалентном искусственном освещении.
Подготовленной поверхности присваивается степень наиболее похожей поверхности стали (фотографического эталона). Степень окисления оценивается в соответствии с наихудшей из видимых степеней.
Отметим, что фотографические эталоны, в сравнении с которыми производится оценка поверхности, выполнены с помощью кварцевого песка. При выполнении работ с помощью других абразивов внешний вид поверхности может отличаться от эталонов.
Кроме используемого абразива, на результаты визуальной оценки могут влиять следующие факторы:
– исходное состояние поверхности стали, отличающееся от любой из стандартных степеней окисления A, B, C, D;
– цвет самой стали;
– шероховатость;
– неоднородности поверхности, например, вмятины;
– неравномерное освещение;
– изменение профиля поверхности в результате подачи абразива под углом.
Зависимость степеней подготовки от различных параметров
Перечисленные ниже факторы не имеют взаимосвязи со степенями подготовки поверхности:
- Давление на абразивоструйном сопле. ГОСТ Р ИСО 8501-1-2014 не дает указаний относительно того, каким должно быть давление на сопле; предполагается, что пескоструйщик должен сам подобрать этот параметр.
- Шероховатость поверхности. Стандарт не оговаривает величину шероховатости для степеней подготовки поверхности. Шероховатость может быть любой, главное, чтобы поверхность соответствовала фотографическим эталонам.
- Между степенями ручной механической и абразивной струйной подготовки поверхности нет никакой взаимосвязи. К примеру, St3 не эквивалентна Sa2,5; то же относится и к другими степеням.
Срок хранения подготовленной поверхности перед окраской
ГОСТ Р ИСО 8501-1-2014 (также, как и ISO 8501) не оговаривает срок хранения подготовленной поверхности перед окраской. Но это не означает, что стандарт пренебрегает этим фактором – просто его логика состоит в том, что интервал между завершением подготовительных работ и началом окраски может быть любым, главное, чтобы фактическое состояние поверхности на момент начала окраски соответствовало требованиям стандарта. Понятно, что в сухой среде, влажность которой остается неизменной, качество подготовки поверхности может сохраняться в течение длительного времени, в то время как в нестабильной влажной среде степень подготовки поверхности может ухудшиться за очень короткий срок.
Влияние степени подготовки поверхности на долговечность покрытия
Давайте зафиксируем непреложный факт: чем выше степень подготовки поверхности, тем выше долговечность покрытия.
Точной зависимости между степенью подготовки поверхности и сроком службы покрытия не существует, то есть нельзя, например, сказать, что при замене степени очистки St3 на Sa2,5 долговечность увеличится на определенное количество лет, но можно утверждать, что для одних материалов эта взаимосвязь будет более выраженной, чем для других. К примеру, толстослойные эпоксидные грунты, работающие в очень агрессивных условиях, дают гораздо более высокую долговечность при степени подготовки поверхности Sa2,5, чем при St3.
Отметим, что ISO 12944-5: 2019 приводит сроки службы систем покрытий при степени подготовки поверхности Sa2,5.
Выбор степени подготовки поверхности
Степень подготовки поверхности обычно указывается в проектной документации. Однако, встречаются ситуации, когда этот параметр приходится выбирать самостоятельно.
ГОСТ Р ИСО 8501-1-2014 не обязывает вас назначать какую-либо степень подготовки поверхности в той или иной конкретной ситуации, то есть в некотором смысле вы вправе выбрать любую степень. При этом необходимо учитывать следующее:
– чем выше качество подготовки поверхности, тем дольше будет служить покрытие;
– возможность нанесения покрытия на ту или иную степень подготовки поверхности рекомендуется уточнять у производителя покрытия, при этом все покрытия допускают нанесение на поверхности, подготовленные до степеней Sa2,5 и Sa3.
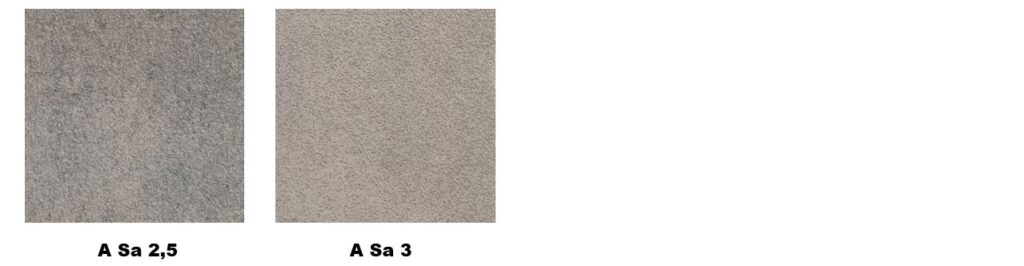
Фотографические эталоны ISO 8501-1
Ниже представлены фотографические эталоны, используемые для оценки качества подготовленной поверхности. Как мы указали выше, эти эталоны можно найти в ISO 8501-1.
Напоминаем, что для правильного сравнения используются оригинальные фотографии из бумажной версии ISO 8501-1. Нижеприведенные фотографии даны исключительно информационно.



А что делать, если чистили механической щеткой, хотели добиться St3 и заполировали поверхность?
В качестве решения в большинстве случаев подойдет тщательная обработка грубой наждачной бумагой, которая даст минимальную шероховатость